





一、传送导气电缆技术
内焊机的各个焊接单元的导气电缆,通过空芯轴,集中传送至机笼外部的中心预紧器。焊接作业时,焊接单元牵引导气电缆指针式往复36度微动,导气电缆磨损极低,有效节约备件成本。
二、双导杆焊接单元外部支撑技术
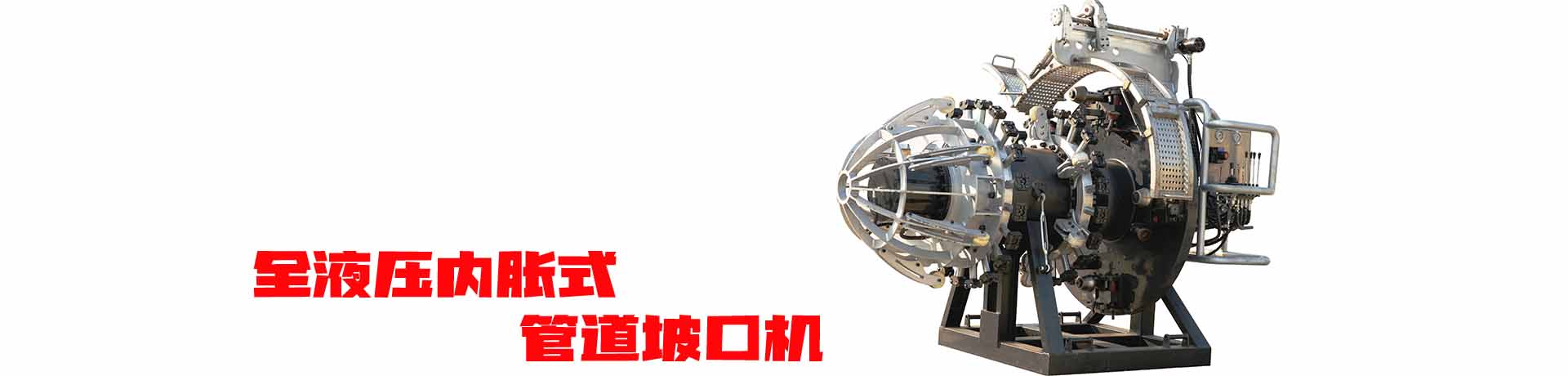
新型焊接单元取消市场上焊接单元机构的摆动头,在焊接单元外部安装双导杆支撑机构,焊头定位精准,可靠性高。内焊机主要由主机、焊机电源、远程操作盒、主控制盒、送达杆、焊接保护气、空气压缩机等几部分组成。
三、焊接回路一体化电源
(1) 、数字控制软启动,解决焊接起弧及接头搭接对发电设备冲击等问题 。
(2)、脉冲焊接,改善内焊焊道的成型 。
(3)、减少外部启动 ,反烧延时等控制环节 。
| 焊道 |
焊接 电流 (A) |
焊接 电压 (V) |
行走
速度 (cm/min) |
每层
厚度 (mm) |
焊丝
长度 (mm) |
焊丝
直径 (mm) |
错边量 (mm) |
气体 流量 (L/min) |
气体 比例 (CO:Ar) |
| 內焊打底 | 190-210 | 20-23 | 70 | 3-4 | 6-8 | 0.9 | 1-3 | 15-25 | 80:20 |
| 外焊打底 | 160-210 | 14-16 | 20-30 | 3-4 | 6-10 | 1.2 | 1-2 | 10-20 | 85:15 |
| 热焊参数 | 250-280 | 24-27 | 70 | 2-3 | 8-10 | 0.9 | 15-25 | 100:0 | |
| 填充单枪 | 200-250 | 22-25 | 45 | 2.5-4 | 8-10 | 1.0 | 80:20 | ||
| 盖面,单枪asdasdas |
170-210 AAA |
23-25 A |
35 |
2.5-3 |
6-9 |
1.0 |
|
|
80:20 |
详图:

设备别名:全自动管道内焊机,管道内焊机,管道全自动内焊机
